专业设计生产和销售
为您解决从设计方案一切事务
全国免费咨询热线
0510-87670999
全国免费咨询热线
0510-87670999

电 话:13771751773(陈先生)
电 话:15862465854(耿小姐)
座 机:0510-87670999
邮 箱:szdcmj2008@vip.163.com
网 址:www.jsdingjian.com
地 址:江苏省宜兴市徐舍镇徐丰路23号模架科技产业园A-6

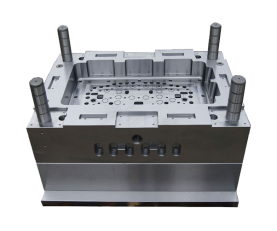
大型压铸模架表面温度的控制对生产高质量的压铸件来说,是非常重要的。不平均或不适当的压铸模架模具温度亦会导致铸件尺寸不稳定,在生产过程中顶出铸件变形,产生热压力、粘模、表面凹陷、内缩孔及热泡等缺陷。模温差异较大时,对生产周期中的变量,如填充时间、冷却时间及喷涂时间等产生不同程度的影响。
1).裂痕:
原因:
1.收缩应力
2.顶出或整缘时受力裂开
改善方式:
1.加大圆角
2.检查是否有热点
3.增压时间改变(冷室机)
4.增加或缩短合模时间
5.增加拔模角
6.增加顶出销
7.检查模具是否有错位、变形
8.检查合金成分
2).气孔:
原因:
1.空气夹杂在熔汤中
2.气体的来源:熔解时、在料管中、在模具中、离型剂
改善方法:
1.适当的慢速
2.检查流道转弯是否圆滑,截面积是否渐减
3.检查逃气道面积是否够大,是否有被阻塞,位置是否位於最后充填的地方
4.检查离型剂是否喷太多,模温是否太低
5.使用真空